
Utmatting av skrueforbindelser
De aller fleste brudd i skrueforbindelser skjer på grunn av utmatting. En amerikansk undersøkelse konkluderer med at minst 60 - 70 % av alle brudd skyldes utmatting. Problemet skyldes i liten grad feil dimensjonering. Ved å endre skruens design og fremstillingsmåte kan man øke utmattingsgrensen med inntil 3 - 400%.
Det er alltid mulig å øke skruens utmattingsgrense. En analyse av belastningen og hvordan den innvirker p å skrue- forbindelsen vil gi svar på hvordan skrueforbindelsen skal designes.
Mekanismen for utmattingsbrudd er relativt enkel. Den oppstår når spenninger konsentreres i et punkt på grunn av dynamiske belastninger. De kritiske punktene for spenningskonsentrasjon er i gjengebunnen - spesielt i den første bærende gjengen, i gjengeutløpet og i stammens overgangsradie til hodet. En mikrosprekk i metalloverflaten er et godt startpunkt. N år en sprekk har dannet seg, utvikler den seg hurtig til brudd inntreffer. Utmatting for årsaker brudd ved betydelig lavere spenninger enn skruens strekkfasthet.
Utmatting kan forårsakes av en eller flere av disse årsakene:
- Man kjenner ikke den dynamiske lasten skruen utsettes for. Brukeren kan derfor ha montert en skrue som ikke er designet for å kunne ta opp lasten.
- Skruen blir ikke forspent tilstrekkelig ved monteringen.
- Skruen får under belastning et for stort forspenningstap.
Design av skruer
Utformingen av gjengen og hodet er kritiske, da de har punkter som er utsatt for konsentrasjon av spenninger. Gjengen har en kompleks geometri som g ør den utsatt for utmatting. Ved riktig produksjonsteknikk kan gjengen utformes slik at den i større grad kan motstå dynamiske belastninger. En større radius i gjengebunnen øker utmattingsstyrken i skruen. En skåret eller konvensjonelt rullet gjenge løper ut i en skarp rille mot stammen. Ved å utforme gjengeutløpet med økt radius vil man sammen med den økte radien i gjengebunnen minimalisere spenningskonsentrasjonene i gjengen.
Gjenger skal rulles og ikke skjæres. Ved skjæring brytes de kontinuerlig materiallinjene i skruens struktur, som gir mulighet for begynnende sprekkdannelser. Det normale er å herde skruen som sluttprosess det vil si etter rulling av gjengen (gjelder f.kl. ≥ 8.8). For ytterligere å øke skruens utmattingsgrense kan gjengen rulles etter herding. Rulling av gjenger etter herding induserer trykkspenninger i gjen- gens overflate som i stor utstrekning motvirker utmatting.
Skruer bør fortrinnsvis fremstilles ved kaldforming. Dette er den desidert mest økonomiske og teknisk beste metoden. Imidlertid ligger det en begrensning i diameter og lengde for hva som er mulig å kaldforme. For dimensjoner ut over dette området kan skruer fremstilles ved varmsmiing, med etter- følgende rulling av gjenger som sluttprosess. Fremstilling ved skjæring b ør unngås, med unntak av skruer med spesiell form eller hvor spesiell presisjon krever det f.eks mikroskruer etc.
Et annet kritisk punkt er selve gjengerullingsprosessen. Ved rulling av gjenger utsettes materialet for trykkrefter som får materialet til å flyte. Materialet flyter da opp på begge sider av gjengeflanken og danner en fold på gjengens topp. Imidlertid kan denne folden dannes på gjengens flanke hvis gjengeverkt øyet er slitt eller ute av posisjon. Er folden dannet på den b ærende flanken eller i gjengebunnen, vil den kunne være starten på en utmattingssprekk og et havari. Denne typen feil kan bare korrigeres ved en nøye kontroll av gjengerullingsprosessen, ved at man tar ut prøvestykker som blir slipt og etset og kontrollert i mikroskop. Ofte vil slike folder ikke kunne oppdages i en vanlig NDT kontroll.
Herdeprosessen er av like stor viktighet. Hardheten m å kontrolleres til å ligge innenfor gitte toleranser. For lav hard- het gir svekket belastbarhet, og for høy hardhet øker risikoen for spenningskorrosjon og hydrogensprøhet. Både oppkulling og avkulling må unngås. Oppkulling øker overflatens karboninnhold som danner en hard overflate og en mykere kjerne som reduserer utmattingsstyrken og skruens evne til å motstå bøyepåkjenninger. Avkulling reduserer overflate- innholdet av karbon og gjør den mykere, som igjen medfører redusert belastbarhet og mindre motstand mot utmatting.
Korrosjon kan forårsake små sømmer eller groper i over- flaten som kan utvikle seg til sprekker. Det er derfor viktig å beskytte skruen mot korrosjon eller velge et materiale som motstår det miljøet skruen er tenkt å motstå.
I de neste kapitlene skal vi se på en del unike produkter og metoder som l øser problemer med kontroll av forspenning, skruer som løsner og tetting av skrueforbindelser.
Vibrasjonssikre skrueforbindelser

Self-Lock selvlåsende gjenger
Bruk av låseelementer som fjærskiver, låseblikk, muttere med låseelement eller klemmende muttere har alle en rekke ulemper og bidrar i liten grad til å sikre forbindelsen mot løsning.
En viktig faktor ved design av skrueforbindelser er å kunne oppnå en stor elastisk forlengelse i skruen ved forspenning. Dette sikrer at setningsbidraget og forspennings- tapet blir relativt lite. Lange, slanke skruer med h øy strekk- fasthet gir høy elastisk forlengelse. Ofte er det vanskelig å unngå korte skruer. Når disse blir utsatt for dynamiske krefter eller vibrasjoner vil de kunne løsne.
Årsaken til dette er at en forspent skrue er som en spent fjær. Gjengen er som et skråplan, og det er kun friksjonen mellom gjengeflankene og i anleggsflaten som hindrer skruen i å rotere opp. Mellom gjengene i inngrep er det alltid en klaring som gir rom for bevegelse mellom gjengene i radiell retning. Denne bevegelsen oppstår ved vibrasjoner eller dynamiske belastninger. Bevegelse vil redusere friksjonen og forspenningskraften i skruen og gjengens stigningsvinkel vil sette i gang en rotasjon av skruen slik at den løsner.
Self-Lock gjengeprofil løser dette problemet.
Gjengeprofilen i den innvendige gjengen er endret på den bærende flanken. Flankevinkelen som normalt er 60° på skrueaksen, er endret i gjengebunnen til 30 ° på aksen.
Ved tiltrekning av skruen vil gjengetoppen bli trukket opp på denne flanken i hele gjengeinngrepets lengde som på en kon. En radiell bevegelse mellom den innvendige og utvendige gjengeflanken vil være forhindret og tap av friksjon er eliminert. Er skruen forspent slik at forspenningen er høyere enn den dynamiske lasten, vil skruen være sikret mot løsning og utmatting.
Ved at skruegjengens topp ligger an mot muttergjengens bunn oppnås en annen vesentlig fordel, en større fleksibilitet som gir en jevn kraftfordeling i gjengeinngrepet. Dette med- fører en avlastning i gjengebunnen i de første bærende gjengene som i en konvensjonell gjengeforbindelse tar opp mesteparten av kraften.
En vesentlig økning i forbindelsens utmattingsgrense og sikkerhet mot løsning gir konstrukt øren en rekke muligheter. Kostnadene ved bruk av ekstra låseelementer og tids- konsumet disse med fører ved montasjen elimineres. Dette øker produktiviteten og lønnsomheten. Ved etterarbeid eller service på produktet beholdes sikkerheten selv om skruen byttes ut.
Self-Lock gjenger taper ikke låseevnen ved gjentatte monteringer og demonteringer. Sikkerheten ligger i konstruksjonen. Ingen deler som kan tapes eller byttes. En hvilken som helst skrue i riktig fasthetsklasse kan anvendes.

Produktfordeler:
- Helt vibrasjonssikker
- Øker utmattingsgrensen vesentlig
- Forenklet logistikk
- Rasjonell montasje (kun standardskruer)
- Øker produktiviteten
- Servicevennlig
- Større temperaturområde

Self-lock gjengetabell
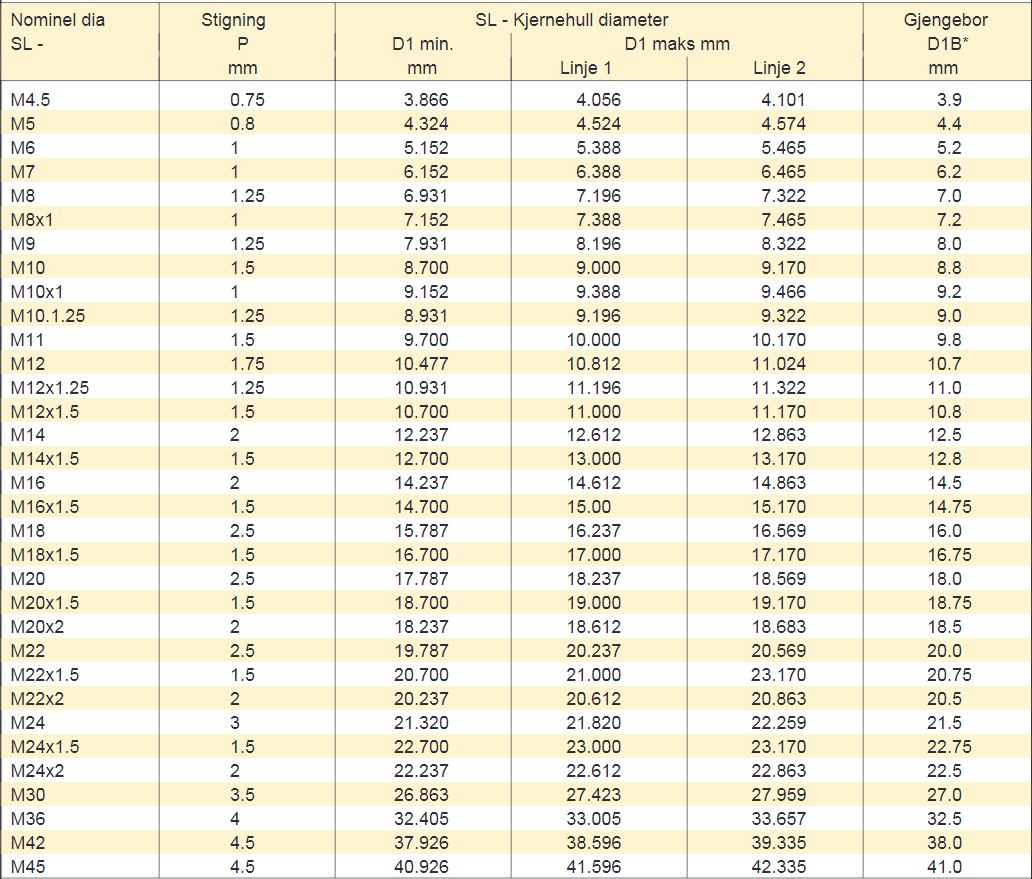
*Gjelder ikke for rullegjengetapper

Self-lock muttere

Sikring av skrue-/mutterforbindelser mot løsning er enkelt med bruk av Self-lock muttere. Self-lock muttere leveres som standard fra lager i rustfritt A4 - 80 i flensemutterutførelse i dimensjonsområde M6 - M10 og med sirkulært anlegg i M12 - M20.
Muttere med Self-lock gjenger kan leveres i alle typer materialer og fasthetsklasser på bestilling.
Fordelene med Self-lock er mange. Ingen ekstra låseelementer som f.eks skiver, låseblikk etc. Lastfordelingen blir fordelt jevnt gjennom gjengeinngrepet. Dette øker forbindelsens utmattingsgrense vesentlig. Ved mange monteringer og demonteringer er låseevnen fortsatt intakt Mutterne spinner fritt på skruegjengen og gjør den lettere å montere. Ingen forholdsregler ved beregning av tiltrekningsmoment. Ønsker man en Self-lock mutter med et friksjonsmoment, kan Self-lock leveres i klemmende helmetallisk utførelse eller med nylonring på bestilling. Self-lockgjenger benyttes sammen med standard skruegjenger og alle typer skruer kan benyttes sammen med Self-lockmuttere i passende fasthetsklasse.
